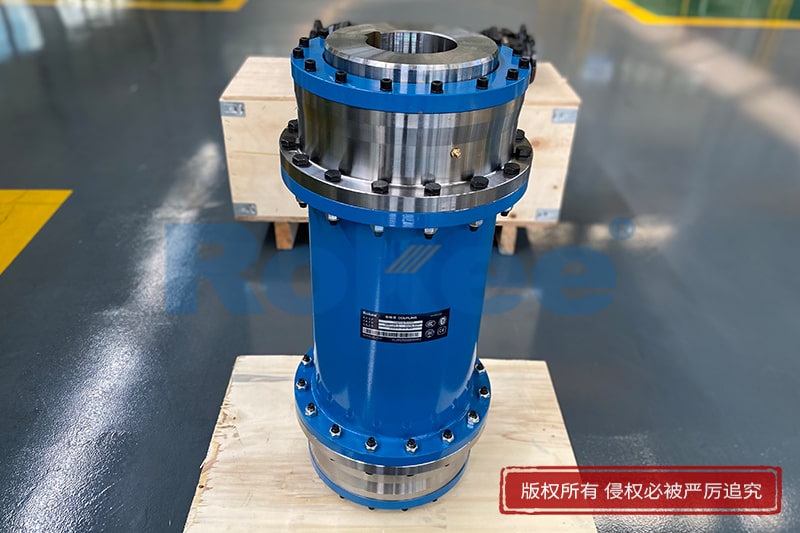
夹芯板生产线传动系统鼓型齿式联轴器适配方案
夹芯板生产线作为连续化、自动化的生产设备,其传动系统是保障生产稳定、高效运行的核心环节,而联轴器作为连接电机、减速机与工作机构的关键部件,直接影响传动系统的动力传递效率、运行稳定性及设备使用寿命。鼓型齿式联轴器凭借其结构紧凑、承载能力强、补偿位移能力突出等优势,在夹芯板生产线传动系统中得到广泛应用,但要充分发挥其性能优势,必须结合生产线的实际工况,制定科学合理的适配方案,避免因适配不当导致的设备故障、生产中断等问题。
夹芯板生产线传动系统的工况具有鲜明特点,其运行过程中需要实现连续、平稳的动力传递,且不同工序的传动负载存在差异,如进料环节需要承受较大的启动冲击,成型、切割环节则要求传动精度高、振动小。同时,生产线长期连续运行,设备运行过程中会因安装误差、温度变化、部件磨损等因素,导致主从动轴出现径向、角向及轴向的相对位移,若联轴器无法有效补偿这些位移,会产生附加应力,加剧轴承、齿轮等部件的磨损,影响传动系统的稳定性。此外,夹芯板生产线的工作环境多存在粉尘、轻微腐蚀等情况,对联轴器的密封性能和耐磨性能也提出了一定要求。基于以上工况特点,鼓型齿式联轴器的适配需遵循适配性、可靠性、经济性和可维护性的核心原则,确保联轴器与传动系统的工况需求高度匹配,同时兼顾后期的维护便捷性。
鼓型齿式联轴器的适配核心在于选型的科学性,选型需结合夹芯板生产线传动系统的关键参数,全面考量扭矩传递、位移补偿、转速适配等核心需求,避免盲目选型导致的性能浪费或使用故障。首先,扭矩参数的适配是选型的基础,需根据传动系统的额定功率、转速,计算出联轴器所需承受的实际扭矩,并预留一定的安全系数,以应对启动冲击、负载波动等突发情况。计算实际扭矩时,需充分考虑生产线不同工序的负载差异,如进料辊、成型机等关键部件的传动扭矩较大,选型时需关注联轴器的公称扭矩,确保其能够长期稳定承受实际工作扭矩,同时避免因扭矩储备不足导致的齿面磨损、断裂等故障。鼓型齿式联轴器的扭矩承载能力与其齿形设计、材料性能密切相关,其齿面啮合重合度高,能有效分散载荷,相比普通直齿联轴器,承载能力有明显提升,可满足夹芯板生产线重载传动的需求。
其次,位移补偿能力的适配是保障传动系统平稳运行的关键。夹芯板生产线运行过程中,由于设备安装误差、温度变化导致的部件热胀冷缩,以及长期运行后的部件磨损,主从动轴不可避免会出现径向、角向和轴向位移。鼓型齿式联轴器通过鼓型齿的特殊圆弧齿顶设计,能够实现多方向的位移补偿,其径向补偿能力取决于齿顶圆弧的曲率半径,角向补偿量一般不超过1.5度,轴向补偿量可根据型号不同达到一定范围,能够有效吸收轴系偏移带来的附加应力,避免传动系统出现振动、噪声等问题。在适配过程中,需根据生产线的实际安装精度、设备运行温度变化范围,确定所需的位移补偿量,选择补偿能力与之匹配的联轴器型号,确保联轴器能够有效抵消轴系偏移,保障动力传递的平稳性。
转速适配也是选型过程中不可忽视的重要环节,夹芯板生产线的传动系统转速根据工序不同存在差异,电机、减速机的输出转速与工作机构的输入转速需通过联轴器实现精准匹配,避免因转速不匹配导致的传动效率下降、部件磨损加剧等问题。鼓型齿式联轴器具有较高的许用转速,能够适应生产线不同工序的转速需求,但选型时需确保联轴器的许用转速高于传动系统的实际工作转速,预留一定的安全余量,防止高速运行时因离心力过大导致的联轴器振动、损坏。同时,需考虑联轴器的转动惯量,转动惯量过大可能会影响设备的启停平稳性,尤其是对于频繁启停的生产线,需选择转动惯量适中的联轴器型号,确保传动系统的启停平稳。
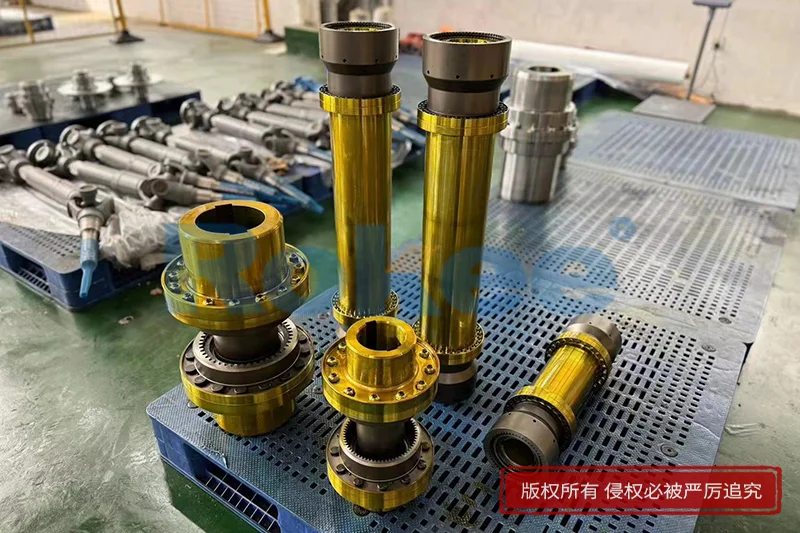
材料与结构的适配需结合生产线的工作环境和负载特点,夹芯板生产线部分工序可能存在粉尘、轻微腐蚀等环境,联轴器的材料需具备良好的耐磨性、耐腐蚀性和强度。常用的联轴器材料包括锻钢、铸钢等,其中锻钢材料具有强度高、韧性好、耐磨性强等优势,适用于重载、高速的传动场景,能够有效延长联轴器的使用寿命。结构方面,需根据传动系统的安装空间、连接方式,选择合适的联轴器结构形式,如带中间轴的结构适用于长距离传动,带制动轮的结构适用于需要制动功能的工序,确保联轴器的安装便捷性和结构合理性。同时,联轴器的密封结构也需关注,良好的密封能够防止润滑脂泄漏和外界粉尘、杂质进入,减少齿面磨损,延长联轴器的使用寿命,适配时需选择密封性能可靠的结构,如采用密封圈、端盖等密封组件,确保联轴器在恶劣工作环境下能够稳定运行。
除了科学选型,鼓型齿式联轴器的正确安装、调试和维护,也是保障其适配效果和使用寿命的关键环节。安装过程中,需严格控制主从动轴的对中精度,减少安装偏差,避免因对中不良导致联轴器齿面受力不均、磨损加剧,甚至出现振动、噪声等问题。安装时可采用百分表等工具进行对中检测,确保径向和角向偏差控制在允许范围内。同时,需按照规范要求进行联轴器的连接,确保螺栓紧固力矩均匀,避免出现松动现象,影响动力传递的稳定性。安装完成后,需进行空载试运转和负载试运转,检查联轴器的运行状态,观察是否存在振动、噪声、发热等异常情况,若有异常需及时调整,确保联轴器与传动系统适配良好。
维护工作需遵循定期检查、及时保养的原则,结合夹芯板生产线的运行时间和工况,制定合理的维护周期。定期检查联轴器的齿面磨损情况、密封性能、螺栓紧固状态,若发现齿面有磨损、点蚀等缺陷,需及时进行修复或更换;若密封组件出现损坏、润滑脂泄漏,需及时更换密封件并补充润滑脂。润滑脂的选择需结合联轴器的工作温度、负载特点,选择适配的润滑脂型号,定期更换润滑脂,确保齿面得到充分润滑,减少摩擦磨损,提高传动效率。同时,需定期清理联轴器表面的粉尘、杂物,避免杂质进入联轴器内部,影响其正常运行。此外,需建立维护记录,详细记录联轴器的安装时间、维护内容、更换部件等信息,为后续的维护工作提供参考,及时发现潜在问题,避免故障扩大。
在适配过程中,还需注意避免一些常见的误区,如仅关注扭矩参数而忽视位移补偿能力,导致联轴器无法有效吸收轴系偏移,加剧部件磨损;或盲目追求结构复杂、性能过剩的联轴器,造成不必要的浪费;也有部分适配过程中忽视安装精度和维护工作,导致联轴器使用寿命缩短,影响生产线的正常运行。因此,鼓型齿式联轴器的适配的是一个系统工程,需结合生产线的工况特点、传动参数,从选型、安装、调试、维护等多个环节进行全面考量,确保联轴器与传动系统适配,充分发挥其承载能力强、补偿性能好、运行稳定的优势。
综上所述,夹芯板生产线传动系统鼓型齿式联轴器的适配,需以生产线的实际工况为核心,遵循适配性、可靠性、经济性和可维护性的原则,通过科学选型确定合适的联轴器型号,严格按照规范进行安装调试,并做好定期维护工作,才能确保联轴器有效传递动力,补偿轴系位移,保障传动系统的稳定、高效运行,减少设备故障,提高生产效率,为夹芯板生产线的连续化生产提供可靠保障。同时,随着夹芯板生产技术的不断发展,生产线的自动化程度和生产效率不断提升,对联轴器的适配要求也将不断提高,需结合生产实际不断优化适配方案,推动传动系统性能的持续提升。
荣基工业科技(江苏)有限公司,鼓型齿式联轴器厂家,鼓型齿式联轴器生产厂家
《夹芯板生产线传动系统鼓型齿式联轴器适配方案》更新于2026年4月3日



国家标准鼓形齿式联轴器
荣基标准鼓形齿式联轴器
- PU Sandwich Panel Machinehttps://www.cnsinowa.com/
- PU Sandwich Panel Linehttps://www.sinowa.cn/en/
