齿式联轴器生产工艺
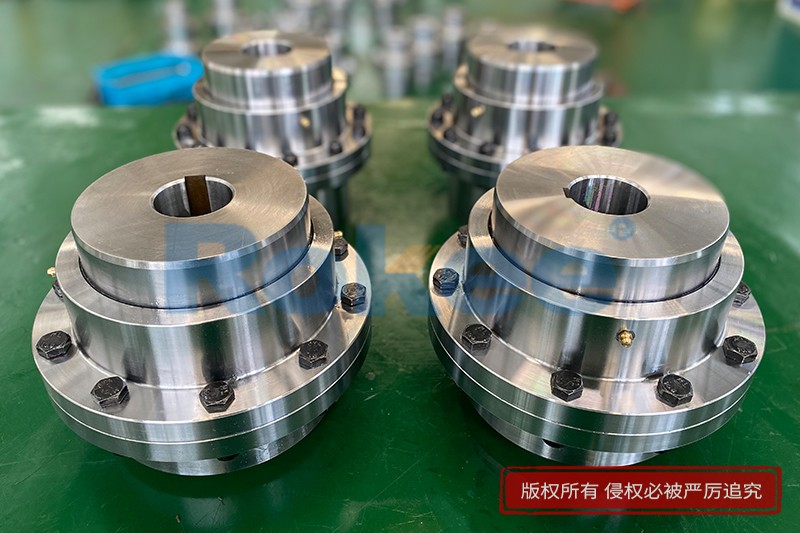
齿式联轴器是重型机械、冶金设备、矿山机械以及通用传动系统中常用的刚性可移式传动部件,依靠内外齿轮的啮合实现动力传递,能够补偿轴向、径向以及角向的安装偏差,适配重载、连续运转、有冲击载荷的复杂传动工况。其整体运行稳定性、承载能力和使用寿命完全取决于整套生产工艺的精细化管控,从原材料选型到最终成品出厂,每一道工序的工艺参数把控、加工精度控制以及缺陷防控,都直接决定联轴器的传动性能,完整的生产流程环环相扣,缺一不可。
原材料甄选与入厂检测是齿式联轴器生产的一道基础工序,也是保障产品力学性能的核心前提。结合齿式联轴器重载抗冲击的使用需求,生产中多选用合金结构钢作为核心原材料,这类钢材兼具良好的韧性、强度与切削加工性能,能够适配后续锻造、热处理等多道加工工序。原材料进厂之后,不会直接投入生产,需要开展理化检测,核验钢材内部金相组织、化学成分以及力学性能,排查原材料内部夹渣、裂纹、疏松等原生缺陷。同时检测原材料表面是否存在划痕、锈蚀、折叠等外观损伤,剔除性能不达标的原料,从源头规避后续加工过程中出现的工件开裂、齿面断裂等问题,筑牢产品质量的基础防线。
原材料检测合格后进入毛坯锻造工序,这一步是优化金属内部组织结构、提升工件整体强度的关键环节。相较于直接采用铸件毛坯,锻造毛坯能够击碎钢材内部粗大晶粒,让金属纤维走向贴合工件受力方向,大幅提升联轴器整体抗疲劳性能与抗冲击能力,适配设备运行中的交变载荷。锻造过程中需要精准把控加热温度、保温时长以及锻打压力,温度过高会导致钢材出现过烧缺陷,破坏金属内部组织;温度偏低则会增加锻造难度,让工件内部产生内应力。完成锻造成型后,毛坯整体尺寸会预留合理的机械加工余量,随后进行退火预处理,消除锻造过程中产生的残余内应力,避免后续切削加工出现工件变形、尺寸偏移的问题,同时软化工件材质,降低后续机加工的刀具损耗,提升切削加工的平顺性。
退火处理完成后,依次开展粗加工与半精加工工序,逐步打磨毛坯外形,趋近成品基础尺寸。首先通过车床对内外齿圈、外齿轴套等核心零部件进行外圆、端面以及内孔的车削加工,去除毛坯表层多余金属,修正工件整体形位公差,粗加工阶段会保留小幅加工余量,用于后续精加工消除加工应力。粗加工结束后进行半精加工,进一步优化轴孔、端面、法兰面的尺寸精度与表面平整度,同步完成键槽的铣削加工,保证键槽的对称度、深度与宽度符合传动配合要求,让联轴器能够和传动轴精准匹配。半精加工完成后,需要对工件进行二次时效处理,释放车削、铣削加工产生的机械应力,防止后续齿形加工和热处理过程中工件发生形变,保障整体尺寸稳定性。
齿形加工是齿式联轴器生产中精度要求高的核心工序,直接影响内外齿啮合效果与传动平稳性。目前行业内主流采用滚齿、插齿两种加工方式,针对不同规格的联轴器匹配对应的加工工艺,常规规格工件选用滚齿工艺,加工效率更高;大模数、大直径的联轴器零部件选用插齿工艺,齿形成型精度更好。齿形加工分为粗铣齿和精铣齿两个阶段,粗铣齿快速去除齿槽多余金属,构建基础齿形轮廓,精铣齿精准修正齿形角、齿向误差以及齿侧间隙,同时优化齿面粗糙度。针对市面上应用广泛的鼓形齿式联轴器,还需要增加齿面鼓形修整工序,让外齿齿面呈现适度圆弧形态,进一步提升联轴器补偿角向位移的能力,降低设备运转时齿面的磨损与挤压应力,减少传动异响。齿形加工全程需要定时抽检齿形精度,及时调整机床加工参数,避免批量尺寸偏差。
齿形精加工完成后进入热处理工序,该工序用于区分工件芯部与表层力学性能,兼顾整体韧性与齿面耐磨性。整体先进行调质处理,通过淬火加高温回火的组合工艺,提升联轴器基体的综合力学性能,保证工件芯部拥有充足韧性,能够承受重载冲击而不断裂。随后针对啮合受力的齿面开展高频表面淬火处理,提升齿面表层硬度,增强齿面耐磨性能,减缓长期啮合运转带来的磨损损耗。热处理过程中需要严格控制淬火介质温度、加热时长与回火温度,避免出现齿面淬火裂纹、硬度不均等问题。热处理全部结束后,再次进行微量精磨处理,修正热处理引发的微小形变,还原齿形与轴孔的加工精度,保证零部件配合公差达标。
后续依次开展表面精整、动平衡检测、零部件清洗与整体装配工序。表面精整主要去除工件加工残留的毛刺、锐边,打磨齿面细微加工刀痕,避免装配和运转过程中毛刺划伤配合面。齿式联轴器多用于高速连续运转设备,不平衡量会引发设备振动、轴承磨损加剧等问题,因此必须开展动平衡检测,根据检测结果对工件进行微量去重校准,将工件不平衡量控制在行业允许范围内。装配前需要使用专用清洗液清理所有零部件表面的铁屑、油污与杂质,防止硬质颗粒进入齿面啮合间隙,加剧运行磨损。装配过程中按照工艺标准控制内外齿啮合间隙、法兰对接平行度,均匀紧固连接螺栓,保证各零部件配合松紧适度,不会出现间隙过大传动冲击、间隙过小齿面卡滞的问题。
全部装配完成后开展成品综合检测,这是出厂前最后一道质量管控工序。检测内容涵盖整体外形尺寸、齿面啮合状态、轴孔配合精度、法兰端面跳动值等关键参数,同时手动核验联轴器转动灵活性,排查卡顿、异响等装配缺陷。检测合格的成品,会在齿面与轴孔等关键配合位置涂抹防护润滑脂,一方面能够防止仓储运输过程中工件锈蚀,另一方面也可以在设备初次运行时起到初期润滑作用,最后进行密封包装,完成整个生产流程。
纵观齿式联轴器全套生产工艺,其核心制造逻辑是通过材料管控保障基础性能,通过锻造与热处理优化力学结构,通过精密机加工保障啮合精度,通过动平衡与装配检测保障运行稳定性。每一道工序相互制约、相互配合,只有严格遵循标准化工艺规范,细化每一处参数控制要点,才能生产出适配重载传动场景、运行平稳、损耗更低的齿式联轴器,满足各类工业传动设备长期稳定运行的使用需求。
荣基工业科技(江苏)有限公司,齿式联轴器厂家,齿式联轴器生产厂家,齿式联轴器制造厂家
《齿式联轴器生产工艺》更新于2026年6月16日




国家标准鼓形齿式联轴器
荣基标准鼓形齿式联轴器
- PU Sandwich Panel Machinehttps://www.cnsinowa.com/
- PU Sandwich Panel Linehttps://www.sinowa.cn/en/
